今回は三菱PLCのユニットRD77MS4でサーボ同期中に回転サーボコンベアの現在位置をマークセンサーで検出する方法について紹介する。
例えば、ロータリーカッター(回転しながら切断するサーボモーター)で切断するシートに印刷されたレジマーク(=切断シート長の中に1か所だけマークする)をセンサーで検出し、もしシートがずれていればサーボ補助軸(サーボ仮想軸)で位置補正するのに使用される。
※マークセンサーで検出した回転サーボコンベアの現在位置からマーク間の長さを算出し、切断シート長とずれていれば、その差分をサーボ仮想軸で同期させ移動させる。
ではマークセンサーで回転サーボコンベアの現在位置をどのように検出するかだが、マークセンサー入力をPLCの汎用入力(X番)にいれてラダーで回転サーボコンベアの現在位置を取得するのはNGだ。
ラダーのスキャン時間によって正確にデータ取得できないためである。
割り込みプログラムを組む手もあるが、今回は三菱シンプルモーションユニット設定で用意されているマーク検出機能について紹介したい。
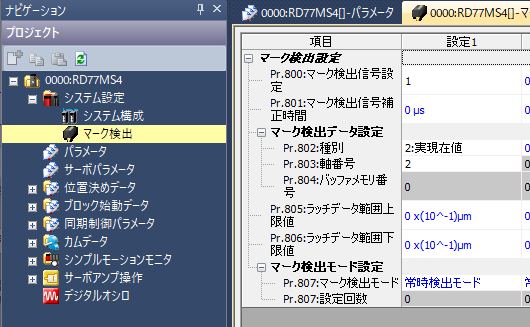
まずRD77MS4の三菱シンプルモーションユニット設定でマーク検出設定を行う。
そしてマークセンサーをどこに配線するかだが、RD77MS4の外部入力接続用コネクタ(DSUBコネクタ)のDI1の端子に配線する。
※DI1をどのSINピンにするか割付け任意に変更可。

そして以下のようにラダーを組む。D4にマーク検出幅が格納される。
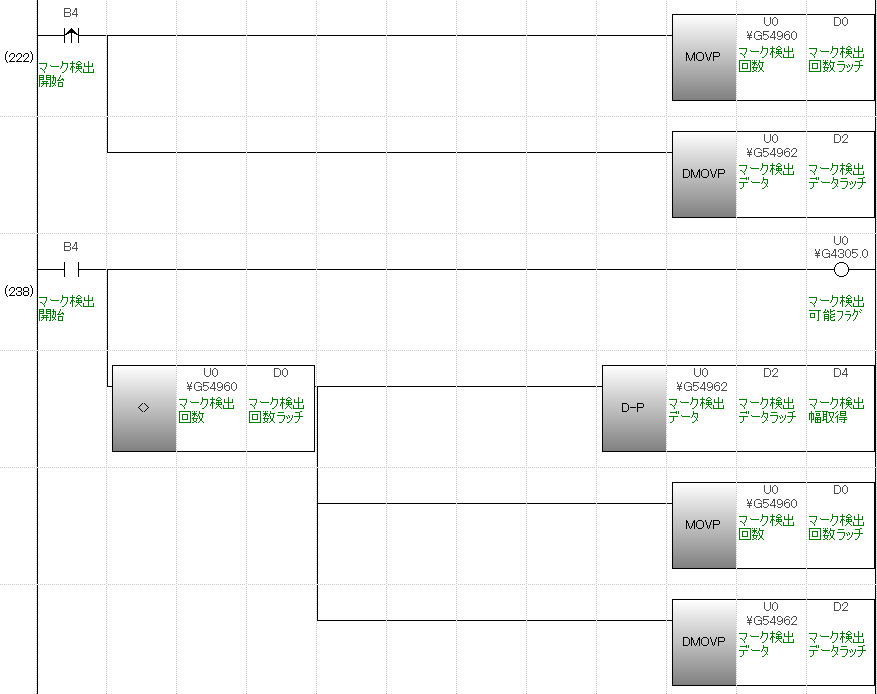
マーク検出回数(バッファアドレス#54960)、マーク検出データ(バッファアドレス#54962)を前回値と比較し、(今回値)-(前回値)でマーク検出幅を取得する。