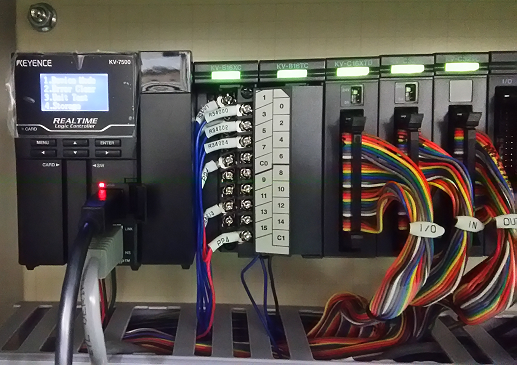
今回は三菱PLCのユニットRD77MS4でサーボ押当て制御を紹介する。
例えばサーボZ軸を下降させながら、ネジ締めなどを行う場合に使用される。
具体的には位置決め動作中(Z軸ネジ締め開始位置の少し手前まで位置決め動作で下降させる)に、モータを停止させずにトルク制御に切換える方法として使用される。
「押当て制御モード」といわれる。
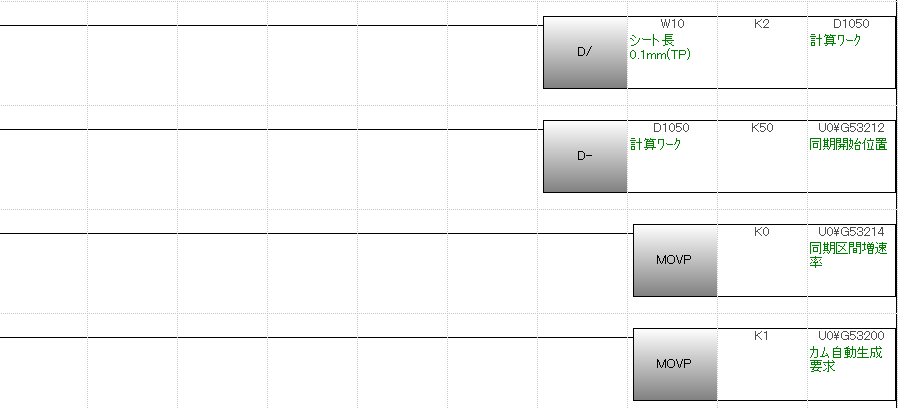
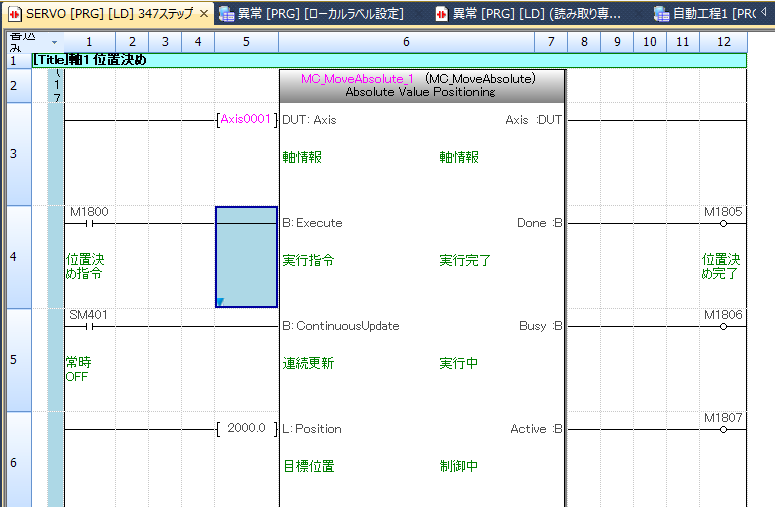
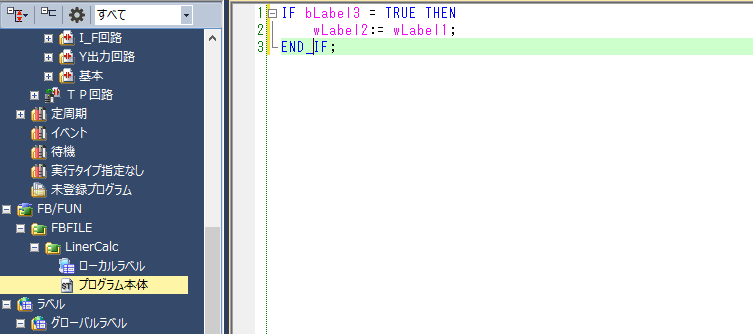
ラダーは以下となる。
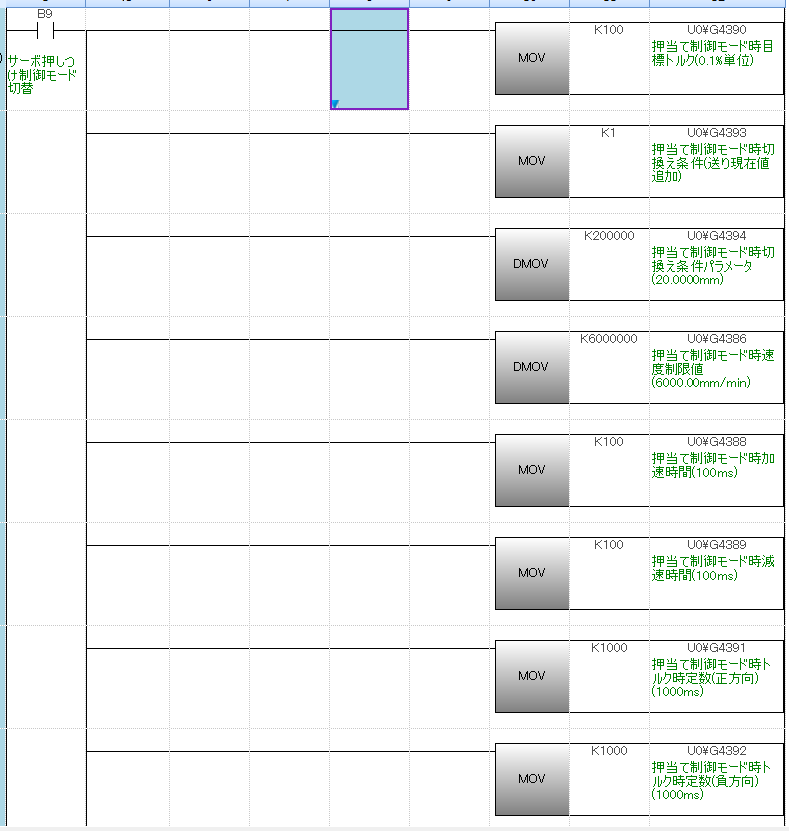
・バッファアドレス#4390(目標トルク指定)→今回は10%指定
・バッファアドレス#4393(押当てモード切換え条件)→今回は「送り現在値」
・バッファアドレス#4394(押当て切換え条件パラ)→今回は送り現在値が20mmでトルク制御に切り替える。
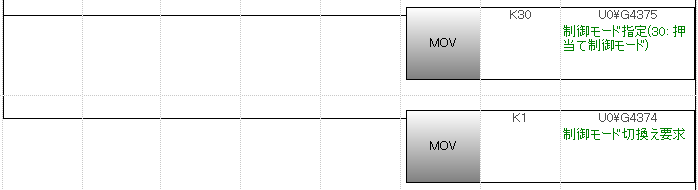
・バッファアドレス#4375(制御モード指定)→今回は30(押当て制御モード)指定
制御モード指定は以下となる。
0: 位置制御モード
10: 速度制御モード
20: トルク制御モード
30: 押当て制御モード
そして制御モード切換え要求フラグ(バッファアドレス#4374の0ビット)をONにする。
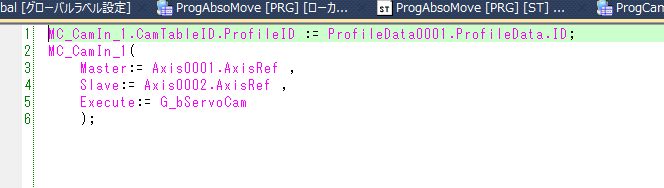
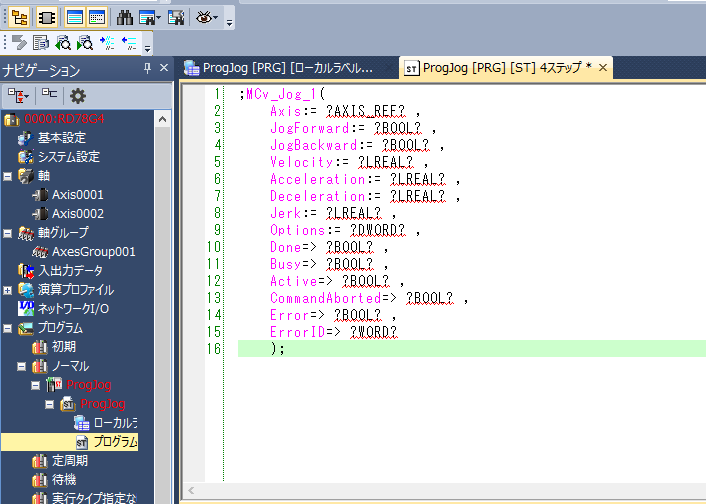
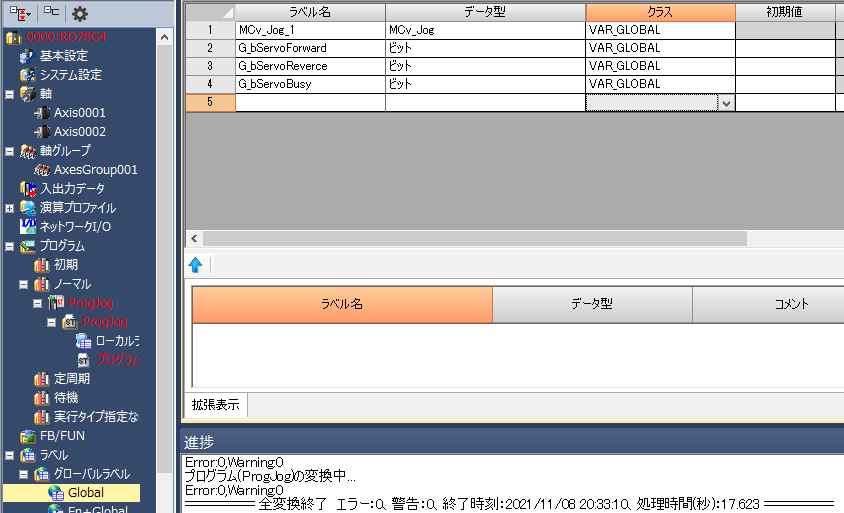
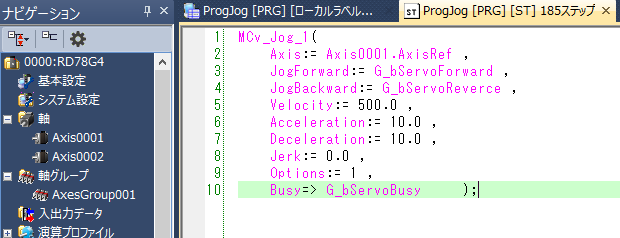
ちなみにRD78G4のPLCopenでプログラムを組むときは、MC_TorqueControlのOptionsで押当て制御モードを指定する。